

Metal can in fact bend. When sheet metal is being fabricated, metal has to bend in order to not just be molded into a certain shape, but also pass safety regulation in times which impact is dealt to the metal, causing it to bend instead of break. Regardless of the type of metal as well as what shape and thickness the metal has, each piece of metal all have a degree of what is called bend allowance.
What Is Bend Allowance?
Bend allowance is defined as the material required to add to the overall length of the sheet metal in order for it to get cut in the right size.
Density in metals can be measured in GPa, or gigapascal. The more gigapascal in a material, the stiffer it is. With a density that is more hollow, molecules have more room to move, and thus can do so when enough force is applied.
What Metals Can Bend Really Well?
All metals have a degree of elasticity. Some metals are more elastic than others, which have the potential of achieving far greater bend allowance than other materials. Metals are ranked by their modulus of elasticity, which is the ratio between stress and strain in a metal's deformation. The modulus of elasticity is also a means to measure a material's stiffness, or resistance to elasticity. Other materials such as rubber and glass also can be calculated in the same manner.
Surprising to many, one of the most elastic metals there is is Nitinol, also known as nickel titanium, at 28 GPa. It can be strained to a great extent many times without being considered deformed. Among common types of metal, the next most elastic metals include tin at 45 GPa, magnesium, cadmium, and aluminum at 69 GPa. Of course, aluminum is known for its light weight and bend-ability, but in terms of pure metals, which include alloys, there are a few metals that have it beat in this regard.
What Metals Do Not Bend Well, Or Break When Bending Too Far?
The majority of metals are known to be very stiff. If a material doesn't bend, it will certainly break right at the point that it is being bent. Among all the alloys, tungsten is the stiffest metal, at a whopping 411 GPa. Even in the thinnest of forms, tungsten is very hard to bend and thus will likely break just like glass. The second most stiff metal is beryllium copper at 304 GPa. Chromium, a material found in diamonds and other gems, is the third most with 279 GPa. Both wrought iron and cobalt have 211 GPa. At 210 GPa, you have many more common metals for sheet metal, such as steel, stainless steel, cobalt, and nickel. As you can tell, most metals are considered very stiff, but as explained before, some metals are less stiff than others.
How Can I Measure Bend Allowance?
When sheet metal is bent, it physically gets larger. Bent metal will end up having greater dimensions than flat metal, unless you take into account the outside dimensions of the metal. Metal, however, doesn't grow or stretch in order to enlarge, but elongate. This happens due to the neutral axis of the metal shifting towards the inner surface of the metal.
The neutral axis of the metal is considered the area of the metal that doesn't undergo any change when bent. As it moves, it does not compress or expand. The outside of the neutral axis expands, while the inside contracts. When the neutral axis shifts its direction towards the inside surface, more of the metal is expanded than what is being compressed on the opposite side. This is known to be the fundamental cause of springback.
Bend Allowance Formula
Bend allowance can be determined through this formula:
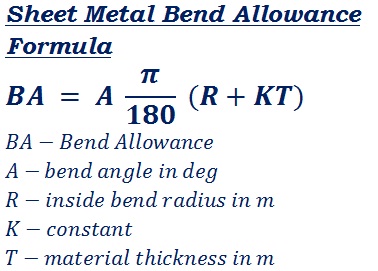
BA stands for bend allowance. A stands for angle, representing the degree to which the angle is bent. R stands for the bend radius in the metal. K is the K-factor or constant, which is the ratio between the point of the metal's neutral axis to the metal's thickness. The K-factor will typically end up being in between 0 to 0.5. T stands for the material's thickness.
To find the neutral axis, you will need to multiply the thickness of the metal with the K-factor. For example, if you get 0.030 as your product, this means the neutral axis moved 0.030 inches from inside the surface of the bend radius.
What Is Bend Deduction?
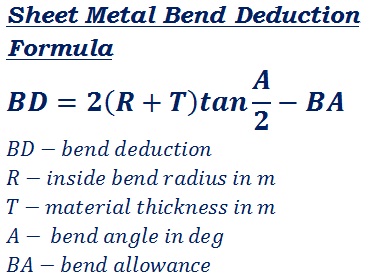
People often use bend allowance interchangeably with the term bend deduction. Bend deduction, however is the material required for users to remove from the total length in order to achieve flat metal again. Manufacturers tend to rely on bend deduction in order to negate bend allowance if they need metal to have reduced or no deformations.
Conclusion
Bend allowance is important to understand when you are modifying multiple kinds of sheet metal. To minimize errors in production, take bend allowance into account and utilize bend deduction whenever necessary.
Click here to download the Sheet Metal Bend Allowance Chart.
Click here to download the Sheet Metal Bend Deduction Chart.
