

Metal rolling has come a long way, from the traditional hand processes to the ultramodern industrial methods. It’s a delicate and intricate affair that require high levels of precision. Regardless of the process used, there are common rolling defects that arise from time to time.
Rolling is the process in which a metal stock passes through rollers to reduce and unify thickness. Cold rolling occurs when performed at temperatures below the re-crystallization point. When done at temperatures above the re-crystallization point, it’s referred as hot rolling.
Below are some of the common rolling defects and their remedies;
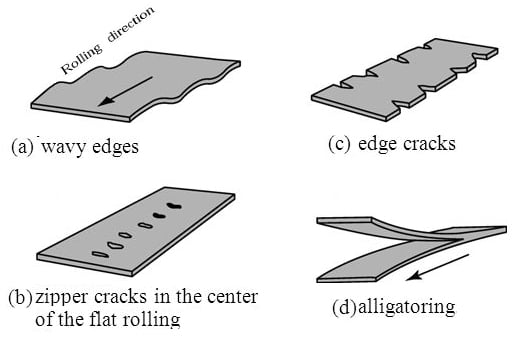
Edge Cracks
During both hot and cold rolling, the metal might show some cracks on the edges. This phenomenon occurs from secondary tensile stresses induced at the work piece surfaces. These cracks result from factors such as uneven heating, uneven rolling, or excess quenching.
What is the Remedy for Edge Cracks?
A trimming operation can remove edge cracks. Also, stretch and roller leveling under tension might work against edge cracks. Using edge rolls might help in achieving uniform rolls without any cracks.
Alligator Cracks
During rolling, layers of the metal stock might separate, leading to the opening of slabs resembling alligator cracks. The sheet metal adheres to the rolled surface and follows the path of respective rolls causing sheets to appear on the in the plane.
Alligator cracking is majorly due to the non-homogeneous flow of materials across the sheet thickness. Greater spreading of materials occurs at the center of the material, thus metallurgical weakness.
How Do You Resolve Alligator Cracking?
Cambering of rolls is one of the most common solutions to alligator cracking. By applying the camber on rolls in the opposite direction, the surface in contact with the sheet becomes flat after a deflection.
Wavy Edges
One of the most common rolling defects is the occurrence of fibers at the edge, which are longer than those at the center. This occurs when concave rolls bend leading to elastic deformations. Thickness at the center implies that the edges are more elongated.
How Can You Prevent Wavy Edges?
The use of hydraulic jacks works well in instances where wavy edges occur. These jacks control the elastic deformation of rolls as per the requirements. Also, the use of small diameter rolls works efficiently.
Zipper Cracks
The occurrence of small cracks in the middle of the metal sheet explains this phenomenon. Mostly, zipper cracks occur due to the bending of rolls under the high rolling pressure. It causes compressive stress in the edges and tensile stress in the center. It’s this tensile stresses induced at the work piece by homogeneous deformation that leads to the formation of zipper cracks.
How Can You Deal With Zipper Cracks?
Cambering of rolls has proven effective when it comes to preventing zipper cracks. Camber provides a slightly large diameter at the center than on the edges.
Center Buckling
This defect occurs due to the self-equilibrating residual stresses that result from the rolling process. During center buckling, fibers at the center of the metal piece are longer than those at the edges. In an event where hot or cold mills have too much crown, mills roll out at the center. Sideways deflection of a structural member perfectly explains center buckling.
Dealing with Center Buckling
Use crowned rolls is a solution to center buckling. The roll’s parabolic curvature is sufficient to cover the problems of material, temperature, and deformation.
To Sum Up…
These are some of the common defects you are likely to experience in your rolling processes. Since metalworking isn’t a perfect affair, you have to embrace some of these problems and provide the most probable remedies. For more tips on metal rolling, contact us and we will be willing to help.

